General Siemens
Область применения
Applications
- Process optimization
- Continuous emission monitoring for all kinds of fuels (oil, gas, coal, and others)
- Process measurements in power utilities and any kind of incinerator
- Process control
- Explosion protection
- Measurements in corrosive and toxic gases
- Quality control
- Environmental protection
- Plant and operator safety
Sectors
- Power plants
- Steel works
- Cement industry
- Chemical and petrochemical plants
- Automotive industry
- Waste incinerators
- Glass and ceramics production
- Research and development
- Semiconductor and computer chip production
Special applications
In addition to the standard applications, special applications are available upon request. These contain both an expansion of the temperature and pressure range, as well as an expansion of the concentration measuring range. Furthermore, other gas species can be measured using special application.
Обзор
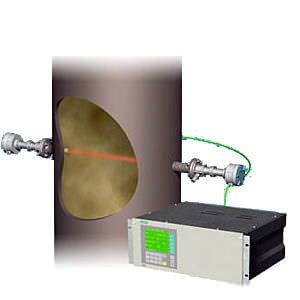
LDS 6 is a diode laser gas analyzer with a measuring principle based on the specific light absorption of different gas components. LDS 6 is suitable for fast and non-contact measurement of gas concentrations in process or flue gases. One or two signals from up to three measuring points are processed simultaneously by the central analyzer unit. The in-situ cross-duct sensors at each measuring point can be separated up to 700 m from the central unit by using fiber-optic cables. The sensors are designed for operation under harsh environmental conditions and contain a minimum of electrical components.
LDS 6, typical installation with transmitted-light sensors
Дизайн
The gas analyzer LDS 6 consists of a central unit and up to three in-situ sensors. The connection between the central unit and the sensors is established by a so-called hybrid cable, which contains optical fibers and copper wires. An additional cable connects the transmitter and receiver parts of the cross-duct sensor.
Central unit
The central unit is housed in a 19" rack unit housing with 4 fixing points for mounting
- in a hinged frame
- in racks with or without telescopic rails
Display and operator panel
- Large LCD field for simultaneous display of measurement result and device status
- Contrast of the LCD field is adjustable via the menu
- LED background illumination of the display with energy-saving function
- Easy-to-clean membrane touch pad with softkeys
- Menu-driven operation for parameterization and diagnostics
- Operation support in plain text
Inputs and outputs
- One to three measurement channels with hybrid connections for the sensors at the measuring points
- 2 analog inputs per channel for process gas temperature and pressure
- 2 analog outputs per channel for gas concentration(s). For selected versions, the transmission can be read out as an alternative.
- 6 freely configurable binary inputs per channel for signaling faults or maintenance requests from external temperature or pressure transducers or sensor purging failure.
- 6 freely configurable binary outputs per channel (signaling of fault, maintenance requirements, function control, transmission limit alarm, concentration limit alarm, store analog output)
Communication
Network connection: Ethernet (T-Base-10) for remote diagnostics and maintenance.

LDS 6 central unit, membrane keyboard and graphic display
Cross-duct sensors

Sensor CD 6, transmitter or detector unit
- In-situ cross-duct sensors, configured as transmitter and detector unit, connected via sensor cable
- Connection to the LDS 6 central unit via a so-called hybrid cable of max. 700 m length (total hybrid and sensor connecting cable length: max. 250 m in Ex Zone 0 and Ex Zone 1)
- Stainless steel, some painted aluminum
- IP65 degree of protection for sensor
- Adjustable flanges with flange connection
- DN 65/PN 6, ANSI 4"/150 lbs
- Optional flameproof window flanges with dimensions: DN 65/PN 6, DN 80/PN 16, ANSI 4"/150 lbs, other process interfaces available on request
- Purging facilities on the process and the sensor sides, configurable application with purging gas connections for:
- Instrument air
- Purging air blower
- Steam
- Nitrogen
- Process gases to which the pressure equipment directive cat. 2 does not apply
- In combination with high-pressure window flanges, purging can be performed at the process end with instrument air or nitrogen
- Quick release fasteners for cleaning the measurement openings and the sensor window
- Optional: Version with explosion protection in accordance with ATEX / IEC Ex ia
- Sensor type CD 6 is compliant with the pressure equipment directive
Parts in contact with the process gas
The sensors normally do not come into contact with the process gas, since purging with a gaseous media is applied at the process side. Stainless steel purging gas tubes in front of the sensor windows are immersed slightly into the process gas and thus limit the purging volume. Special materials such as Hastelloy and plastics (PP) are available on request.
Hybrid and sensor cables
A combination of fiber-optic cables and twisted copper wires connects the sensors to the central unit. The hybrid cable connects the central unit with the detector unit of the sensor, the sensor cable connects the transmitter and receiver units of the sensor.
For installation in Ex-protected environments, the legislative regulations have to be complied with, such as the spatial separation of intrinsically-safe from non-intrinsically-safe cables.
In compliance with standard EN IEC 60079-14, systems with intrinsically-safe circuits must be installed such that their intrinsic safety is not impaired by electric or magnetic fields. Therefore the hybrid and sensor cables of the LDS 6 in an Ex application must be routed in such a way that they cannot generate electric or magnetic fields, e.g. by coiling them in more than one cable loop. To guarantee a good signal quality and to avoid impermissible inductance loops, the hybrid and sensor cables should be kept as short as possible.
- The distance between central unit and measuring point can be
- up to 250 m for Ex units when used in Zone 0 and Zone 1 (total hybrid and sensor connecting cable length)
- up to 700 m for Ex units used in Zone 2 and for non-Ex units
- Hybrid and sensor cables
- Multimode fiber-optic cable, provided with SMA connections for transmission of the measured signal
- Two-wire copper cable, in twisted pair version, for +24 V supply of the detector electronics (+12 V in the case of Ex-suitable instruments)
- Additionally for the hybrid cable:
- Single-mode fiber-optic cable, configured double-sided with E2000 connectors for transmission of laser light
- Rugged cable sheath for laying in open cable ducts or ductworks
- Sheath material: oil-resistant polyurethane

Connections of the hybrid cable
Функции
Operating principle
LDS 6 is a gas analyzer employing single-line molecular absorption spectroscopy. A diode laser emits a beam of near-infrared light, which passes through the process gas and is detected by a receiver unit. The wavelength of the laser diode output is tuned to a gas-specific absorption line. The laser continuously scans this single absorption line with a very high spectral resolution. The result is a fully resolved single molecular line which is analyzed in terms of absorption strength and line shape. The influence of cross-sensitivities on the measurement is negligible, since the quasi-monochromatic laser light is absorbed very selectively by only one specific molecular line in the scanned spectral range.

Basic design of the LDS 6
Configuration examples:
A feature of the in-situ analytical procedure is that the physical measurement takes place directly in the stream of process gas, and usually also directly in the actual process gas line. All process parameters such as gas matrix, pressure, temperature, moisture, dust load, flow velocity and mounting orientation can influence the measuring properties of the LDS 6 and must therefore be systematically investigated for each new application.
A feature of the standard applications defined in the ordering data of the LDS 6 is that the typical process conditions are well-known, documented, and the guaranteed measuring properties can be proven by reference installations. If you cannot find your application among the standard applications, please contact Siemens. We will be pleased to check your possible individual application of the LDS 6. You can find an application questionnaire on the LDS 6 product pages on the Internet: http://www.siemens.de/insitufragebogen

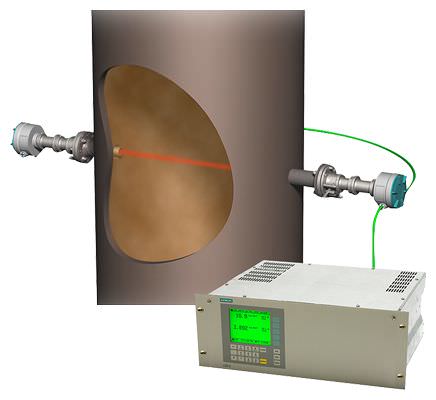
Typical transmitted light setup of LDS 6, in-situ
To avoid contamination of sensor optics on the process side, clean gaseous purging media such as instrument air, N2 or steam are used. Purging air tubes on the sensor heads, which slightly penetrate into the process gas stream, define the effective measuring path length.
The LDS 6 can measure in both the transverse and longitudinal directions of the process gas flow. In certain cases, the process conditions make it necessary to condition the sample gas stream in a bypass line with respect to process temperature, pressure and/or optical path length. Further treatment of the process gas, such as drying or dust precipitation, is usually unnecessary.

Typical transmitted light setup of LDS 6, in bypass
A flow cell is available by special application for the LDS 6 which has been specially optimized for use with the LDS 6 and its transmitted-light sensors with respect to handling and measuring performance. It is designed to reduce surface effects, and is therefore also highly suitable for polar gases like ammonia. This flow cell is available in heated and non-heated versions. Wheel mounted and wall mounted versions are available.

Measuring configuration of LDS 6 with heated flow cell
General information
LDS 6 is connected to the measuring points by fiber optics. The laser light is guided by a single-mode fiber from the central unit to the transmitter unit of the in-situ sensor. The sensor consists of a transmitter and a receiver; the distance between them defines the measurement path. In the receiver box, the light is focused onto a suitable detector. The detector signal is then converted into an optical signal and transmitted via a second optical fiber to the central unit, where the concentration of the gas component is determined from the detected absorption signal.
LDS 6 usually measures a single gas component by means of the absorption capacity of a single fully resolved molecular absorption line. The absorption results from conversion of the radiation energy of the laser light into the internal energy of the molecule.
In some specific cases, two components can be measured simultaneously if their absorption lines are so close to each other that they can be detected within the laser spectrum by one single scan (for example water (H2O) and ammonia (NH3)).

Absorption spectra of water and ammonia
Typical measurable gases for LDS 6 are:
- Oxygen (O2) for low and high pressure
- Hydrogen fluoride (HF) + water
- Hydrogen chloride (HCl) + water
- Ammonia (NH3) + water
- Water vapor (H2O)
- Carbon monoxide (CO)
- Carbon dioxide (CO2)
- CO + CO2
By using an internal reference cell normally filled with the gas measured, the stability of the spectrometer is permanently checked in a reference channel.
By doing so, the continuous validity of the calibration is ensured without the need to carry out external recalibration using bottled calibration gases or reference gas cells.

Typical spectral bandwidth of an absorption line compared to the bandwidth of the laser light.
Influences on the measurement
Dust load
As long as the laser beam is able to generate a suitable detector signal, the dust load of the process gases does not influence the analytical result. By applying a dynamic background correction, measurements can be carried out without any negative impact. Under good conditions, particle densities up to 100 g/Nm3 (distance 1 m) can be handled by the LDS 6. Varying dust loads are compensated by scanning the laser over the gas absorption line and the current background.
The effect of a high dust load is complex and depends on the path length and particle size. The optical damping increases at longer path lengths. Smaller particles also have a very large influence on the optical attenuation. With a combination of high dust load, long path length and small particle size, the technical support at Siemens should be consulted.
Temperature
The effect of temperature on the absorption strength of the molecule line is compensated by a correction factor. A temperature signal can be fed into an analog instrument from an external temperature sensor. This signal is then used to correct the influence of the temperature on the observed line strength. If the temperature of the sample gas remains constant, it is alternatively possible to carry out a static correction using a preset value.
At high process gas temperatures, generally from approximately 1 000 °C, there may be noticeable broadband IR radiation of gas and dust, or flames may occasionally occur in the measurement path. An additional optical bandpass filter for an LDS 6 measuring O2 can be set upstream of the detector to protect it and prevent saturation by the strong background radiation.
Pressure
The effect of pressure on the absorption line, and consequently on the measured concentration, is compensated with a correction factor. The gas pressure can affect the line shape of the molecular absorption line. An analog pressure signal can be sent to the device from an external pressure sensor to fully compensate for the effect of the pressure including the density effect.
Optical path length
The absorption values analyzed by the LDS 6 are typically small. According to the Lambert-Beer law, the absorption of laser light depends on the optical path length within the gas, among other factors. Therefore, the precision in determining the effective optical path length in the process might limit the overall precision of the measurement.
As the sensor optics on the process side normally need to be purged to keep them clean over a long period of time, the thickness of the mixing zone between the purging medium and the process gas and its concentration distribution need to be considered. In a typical in-situ installation directly in the line and with some meters of path, the influence of the purging gas on the effective path length can be neglected.
Path length and dust load are mutually influencing: the higher the dust load in the process, the shorter the max. possible path length. For short path lengths in the range ≤ 0.3 m, contact Siemens Technical Support.
Maintenance and fault messages
LDS 6 outputs different warnings via relays:
- Need for maintenance (measured value is not influenced)
- Operating error (measured value might be influenced)
Note
Individual requirements for the measuring point can make the utilization of special sensor equipment necessary. The possibilities for adapting the sensors are:
- Different purging media, such as instrument air, ambient air, nitrogen or steam
- Different purging modes on process and sensor sides
- Special materials of purging tubes and/or sensor flanges
- Cooling or heating of the sensors
- Explosion-protected sensor configurations
Essential characteristics
- Integrated calibration adjustment with an internal reference cell
- Negligible long-term drifts of zero and span
- Dynamic background correction for varying dust loads
- Isolated signal outputs, 4 to 20 mA
- User-friendly, menu-driven operation
- Selectable time constants (response time)
- Two user levels with individual access codes for prevention of unwanted and unauthorized operations
- Operation according to NAMUR recommendations
- Monitoring of overall optical transmission
- Remote preventive maintenance and servicing via Ethernet/modem
- Straightforward replacement of the central unit, since connections can easily be removed
- Sensor and central unit housing free of wear and corrosion
- Easy operation with a numerical keypad and menu prompting
Certified versions for emission monitoring
The LDS 6 is available as certified instrument for emission monitoring of NH3, NH3/H2O, H2O, HCl, HCl/H2O. The certificates are issued by TÜV for Germany and MCERTS for the United Kingdom. Test kits for ammonia, water and HCl should be used to conduct regular calibration and linearity checks on site. These kits can be ordered separately as instrument accessories. For new analyzer orders, the NH3, NH3/H2O and H2O kits named "Version 2" must be ordered. For analyzers already installed, contact Siemens Technical Support. for spotting the correct kit version, or consult the instrument manual.
Verification of calibration
Assembly with certified, maintenance-free calibration gas cell with connections for laser fiber-optic conductors and detector module of cross-duct sensor. These are used to rapidly verify the factory calibration in the field without compressed gas bottles or flow cell.
Calibration verification kits are available for the following sample gases: O2 (application code letters AA, AC), NH3, CO, CO2, CO/CO2. A "Zero gas test kit" is also available (see Additional units).

Example of an assembly for verification of calibration
Особенности
The in-situ gas analyzer LDS 6 is characterized by a high availability and unique analytical selectivity, and is optimally suitable for numerous applications. LDS 6 enables the measurement of one or two gas components or - if desired - the gas temperature directly in the process:
- With high dust load
- In hot, humid, corrosive, explosive, or toxic gases
- In applications showing strong varying gas compositions
- Under harsh environmental conditions at the measuring point
- Highly selective, i.e. mostly without cross-sensitivities
LDS 6 properties:
- Little installation effort
- Minimum maintenance requirements
- Extremely rugged design
- High long-term stability through built-in, maintenance-free reference gas cell, field calibration is unnecessary
- Real-time measurements
Moreover, the instrument provides warning and failure messages upon:
- Need for maintenance
- Erroneous reference function
- Bad signal quality
- Violation of a lower or upper alarm level for the measured variable
- Transmitted amount of light violating an upper or lower limit




 Ответ от производителя может занять до 5 дней и более.
Ответ от производителя может занять до 5 дней и более.